
- Как да изберем верига за електрически триони
- Кога да смените веригата
- Подмяна на веригата на електрическия трион
- Как правилно да регулирате напрежението на веригата
- Заточване на веригата у дома
Помогнете на развитието на сайта, споделяйки статията с приятели!
Веригата на триона при електрическия трион е важна функционална част, която рано или късно ще трябва да бъде заточена, ремонтирана или напълно променена на нова. За да направите това правилно, трябва да вземете под внимание конструктивните и други характеристики на тази инструментална екипировка.
Как да изберем верига за електрически триони
Трябва да знаете, че няма разлика между веригите за бензол и електролит . За двата вида вериги за инструменти се произвеждат от едни и същи материали и се монтират върху гуми, които са еднакви както за електрическите, така и за бензиновите агрегати. За да изберете верига за електрически триони, трябва да имате предвид няколко параметъра. Някои от тях трябва да отговарят на техническите спецификации на инсталирания автобус.
Размер на веригата
Този параметър винаги съответства на обмена на гуми на вашето устройство. Ако получите верига от трион, по-малка от гума, не можете да я носите. Също така, оборудването, което надвишава размерите на гумата, няма да се разшири правилно. И в двата случая ще бъде невъзможно използването на електрическия трион. Размерите на пилерното оборудване обикновено са означени в сантиметри и могат да имат следните стойности: 10 ", 12", 13 ", 14", 15 ", 16", 18 "и повече.
Верига на веригата
Тя се определя от всеки три нитове на веригата. На фигурата по-долу буквата "а" показва точно това разстояние, което се измерва в инчове.
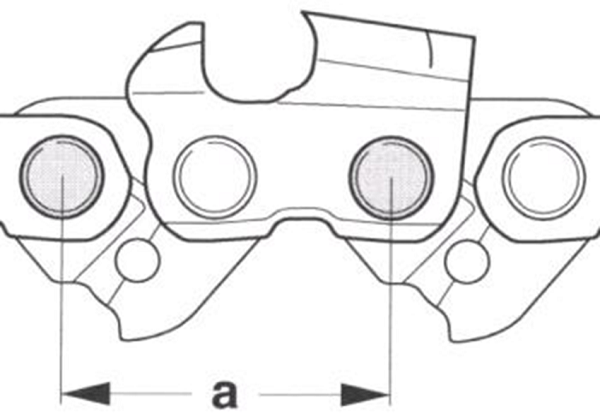
Скоростта на веригата може да има следните стойности: 0.325 ", 0.375" и 0.404 ".
Стъпка с размер 0.375 "често се записва с изстрел, като 3/8" (3: 8 = 0.375), така че да не се бърка с числото 0.325.
Трябва да знаете: колкото по-голяма е височината на веригата, толкова повече мощност трябва да притежава двигателят на агрегата. На аматьорски и полупрофесионални единици с мощност 1.84 kW са монтирани схеми с разстояние от 0.325 ". Такъв инструмент може да намали тънки клони, нарязани възли, а също така да го използват за строителни работи, например, нарязани дъски. Тракторът със стъпка 3/8 (нуждае се от мощност на двигателя от около 2, 94 kW) вече може да бъде отрязан от тънки дървета и дъски за рязане със средна дебелина. Оборудването със стъпка от 0, 404 "(мощност на двигателя от 4, 41 kW и повече) се използва само на професионално оборудване и е предназначено за работа с всякаква сложност.
Оловна дебелина
Дебелината на стъблото (наричана още водеща връзка) е много важен параметър при избора на инструмент за електрически триони.

За правилното избор на режещите дискове за машината е необходимо дебелината на тялото да съответства на ширината на жлеба на гумата. Дебелината може да има следните стойности.
- 1.1 mm (0.043 "), 1.3 mm (0.05"). Такелажът се извършва с малки товари и се прилага за малки електрически триони . Платформата има стъпка от 0.325 ".
- 1, 5 mm (0, 058 "). Веригите с тази стойност на дебелината на стъблото имат стъпка от 3/8 ". Те са в състояние да издържат на значителни товари и са инсталирани на полупрофесионални и битови уреди.
- 1.6 mm (0.063 "), 2 mm (0.08"). Гумите и трионите с такива стойности се използват за извършване на сложни задачи с тежки товари само на професионално оборудване.
Брой връзки
Дължината на такелажа се определя от броя на връзките (ствола). Като изберете опция, можете да разчитате или на стойностите на дължината, или на броя на връзките. Тъй като различните производители в описанието на продукта могат само да уточнят броя на режещите елементи, не е ужасно да знаят както тази, така и друга информация.
Вид на режещите елементи
Според конфигурацията, режещите елементи на инструменталната екипировка са разделени на 2 вида: трошачка и длето.

Рязане на зъб от типа стъргалка е полумесец, имащ голяма площ на контакт с материала. Зъбните зъби увеличават натоварването на двигателя на устройството и не притежават добри характеристики на рязане. Но благодарение на тази форма зъбите лесно се справят със замърсяването и тяхната корекция не изисква специална точност.
Зъбният профил на зъба прилича на фигура "7", а хората се наричат "седем". Оборудването с такъв профил на зъба се характеризира със скоростта на рязане, качеството на рязането и се използва главно в професионални апарати. Трудно е да се заточи инструмента с длето на зъбите в ежедневието, тъй като дори най-малкото неспазване на ъглите на шлайфане отрича всички предимства на длетото на инструмента.
Материал на режещи зъби
При избора на инструмент за електрически триони, попитайте от какъв материал са изработени фрезите му. За рязане на мека дървесина са подходящи вериги с ножове, направени от хромо-никелова легирана стомана . За рязане на замръзнала, замърсена и твърда дървесина инструментите с режещи елементи от легирана стомана няма да работят. За тази цел се използват ножове, подсилени с карбидни канапи, характеризиращи се с повишена устойчивост на износване.

Височина на профила
Дълбочината на рязане и производителността на инструмента зависят от профилната дълбочина на инструмента . Колкото по-висок е профилът на режещия зъб, толкова повече той ще проникне в материала. Зъбите с малка височина на профила ще извадят по-тънки чипове по време на рязане. Дълбочината на разрязване на инструмента в материала се регулира чрез смилане на ограничителя, осигурен от всеки режещ елемент.
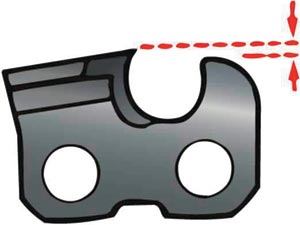
Има 2 вида вериги с височина на профила:
- височина 0.025 "(0.635 мм) се отнася до нископрофилно оборудване;
- височина на профила 0.03 "(0.762 мм) до висок профил.
Тази информация може да се намери и в ръководството за машината (са посочени видовете принадлежности, които могат да бъдат приложени към този модел). Ще бъде полезно, ако самите вие ще заточите зъбите. При професионалните единици се използват както високопроизводително, така и нископрофилно оборудване, но на битови единици се използва само екипировка с нисък профил. Високопрофилните вериги са високопроизводително оборудване. Но с употребата му се увеличават вибрациите и агресивността на инструмента.
За да се намали агресивността на веригата, разработчиците прибягват до малък трик: при голяма верижна стъпка се прави нисък профил на фрезата и обратно, когато се увеличава терена, профилът също се увеличава. Този метод позволява на устройството да обработва материала едновременно ефективно и с по-малко агресивност.
Тип на рязане
Не е тайна, че дървото има структура, състояща се от надлъжно разположени влакна. Следователно, за рязане на този материал по протежение на или по протежение на влакната, се изисква различно заточване на зъбите на резачката.
- При странично рязане зъбите на инструменталните инструменти са заострени под ъгъл 25-30 градуса.
- За ефективно разрязване по дължината на влакната се изисква заточване на резци под ъгъл от 5 до 15 градуса. Но тези вериги се използват много рядко, тъй като надлъжното рязане на дървесина се извършва най-добре чрез лентов трион или циркуляр.
Брой режещи елементи
Стандартната верига за трион има две зъби за всяка режеща връзка. Въпреки това, за да се намали цената на продуктите им, някои производители създават кратък цикъл с по-малък брой режещи елементи, които се наричат "с пропуск" и "половин проход".

При инструменталната екипировка с половин междината между всяка втора двойка фрези се вмъква допълнителна връзка. И във веригите с празнина се поставя междинна връзка след всеки режещ елемент. Резултатът е:
- в стандартна верига, имаща 64 брада, трябва да има 32 режещи елемента, т.е. 50% от всички връзки;
- при инструмента с половин проход броят на режещите елементи ще бъде равен на 40%;
- веригите с пропуск имат най-малкия брой резци - 37.5%.
Инструментът с баджове увеличава агресивността на инструмента, намалява неговата производителност, допринася за бързото влошаване на гумата, както и водещото зъбно колело.
По тази причина не би трябвало да купувате евтино оборудване. В бъдеще подобни спестявания не могат да оправдаят средствата, изразходвани за ремонт или замяна на всички части на слушалките за трион.
Кога да смените веригата
Необходимостта от смяната на веригата се получава главно, когато тя е износена и претеглена . Ако не можете да направите такелажа с регулиращия винт, трябва да го смените. Но не се препоръчва да се инсталира нова част върху стара износена звезда и същата гума, тъй като това ще доведе до бързото й влошаване.
Много собственици на електромашини знаят, че износването на веригата се извършва 2-3 пъти по-бързо, отколкото производството на гумата и звездния ресурс, и прибягва до малко трик.
- Като нов електрически трион трябва да купите три вериги едновременно.
- След като работи няколко часа, тя трябва да бъде заменена с нова. Освен това, втората верига се променя според същия принцип.
- След всяка смяна на инструмента, гумата трябва да се завърти за равномерно износване.
Изпълнението на тези прости манипулации води до еднакво износване на всички части и удължава техния експлоатационен живот.
Подмяна на веригата на електрическия трион
Ако искате да смените мощността на електрическия трион, това се прави по следния начин. Например, той показва как да поставите веригата върху електрическия трион Makita.
- На капака, който затваря зъбното колело на устройството, можете да видите малка капачка с отпечатан шаблон. Ако го повдигнете, ще получите дръжка, с която можете да развиете винта.


- За да свалите веригата от електрическия трион, първо развийте винта и свалете корпуса. Ще видите водеща звездичка и 2 пина, върху които е поставена гумата.

- Изключете шината от веригата от веригата.

- След това трябва внимателно да поставите веригата върху гумата, като наблюдавате правилната посока на режещите зъби, сложите веригата върху електрическия трион (заедно с гумата), като я превърнете върху звездичка.
- Докато държите гумата, поставете корпуса.

- Завъртането на дръжката на регулатора на напрежението в различни посоки постига зацепване с регулиращия винт.

- Леко завинтване на винта за затягане, проверете напрежението на режещия елемент на уреда.

- При необходимост затегнете веригата до желаното ниво с регулиращия винт и накрая затегнете винта за затягане. Правилната монтаж на веригата се проверява чрез издърпване (ръчно) чрез шината. Устройството трябва да се движи свободно, без никакви затруднения. В този случай замяната на веригата се счита за пълна.
Как правилно да регулирате напрежението на веригата
За издърпване на веригата на триона се изисква следните случаи:
- след смяната на такелажа с нова;
- Когато инструментът е износен, който в крайна сметка се простира.
По време на работа на триона, не позволявайте веригата да се огъва. Също така не може да бъде прекалено опъната. Инструментът за огъване може да изскочи от гумата и да я повреди. Плътно затегнатите инструменти могат да се счупят или да доведат до бърза повреда на зъбното колело и раздробяването на гумата.
Съвет! Напрежението може да се стартира само след като веригата се охлади. Ако тази препоръка бъде пренебрегната, платформата ще започне да се компресира и охлажда, когато се охлади.За да затегнете веригата на устройството, трябва да направите следното.
- Освободете винта, като фиксирате винта или гайката (в зависимост от модела на устройството).
- Използвайки регулиращия болт, затегнете напрежението на такелажа. Правилното напрежение на стенда се проверява по прост начин: издърпайте веригата по средата на гумата и погледнете направляващата връзка. Обикновено 1/3 от стъблото (неговият връх) не трябва да напуска жлеба на гумата.
- След затягане затегнете винта за затягане (гайка).
Заточване на веригата у дома
За да се разбере, че се изисква заточване на веригата на електрическия трион, е възможно на няколко основания:
- по време на работа, гумата "води" настрани;
- скоростта на рязане намаля значително;
- бръчките имат формата на игли и в тях има много прах (силно заточените зъби създават еднаква форма на квадратни талаши).
Правила за заточване
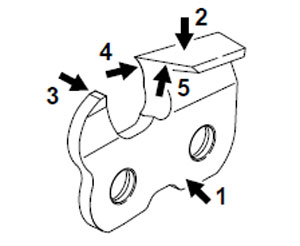
Когато започнете да изострите резачите на верижния трион, трябва да имате представа за техния дизайн, състоящ се от:
- основата на връзката;
- лопатки;
- дълбок манометър;
- вертикално острие;
- горно острие, разположено хоризонтално.
За да направи веригата с максимални свойства на рязане, нейните остриета се смилат под определени ъгли. Режещата способност на инструмента зависи главно от предния ъгъл, ъгъла на горната част на ножа и от ъгъла на смилане.
Острието на ножа трябва да бъде наклонено назад и да формира задния ъгъл . Необходимо е да се задълбочи горната нож в материала.
За да се образува задния ъгъл на крайното острие, се захваща гърбът на острието. Този ъгъл е отговорен за рязане на чипове (странично).
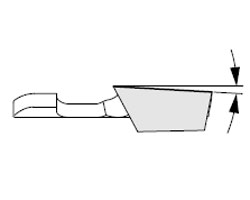
Предният ръб е отговорен за оформянето на предния ъгъл (от 60 ° до 85 °). То се измерва спрямо дъното на връзката.
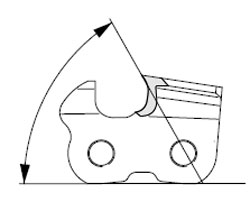
За да се даде ъгъл на задната част на горната част на ножа, нейната задна част е пришита. Ъгълът може да варира от 50 ° до 60 °.

Ъгълът на мелене се измерва под прав ъгъл спрямо гумата.
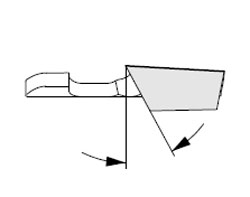
Колкото по-голям е ъгълът на заточване, толкова по-продуктивен е инструментът. Ако този ъгъл се намали, вибрацията ще намалее значително и процесът на рязане ще продължи по-гладко.
Ъгълът на заточване не трябва да бъде повече от 35 ° и не по-малък от 25 °, ако оборудването е предназначено за рязане на влакна. Но това правило не важи за надлъжните вериги. Те имат ъгъл на заточване равен на 10 °.
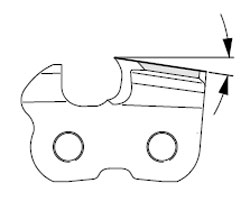
Всеки фреза има акцент, който ограничава дълбочината на рязане на ножа в дървото.
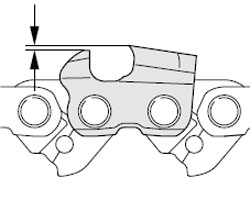
Обикновено разстоянието между горната част на ножа и спирачката трябва да бъде между 0, 5 и 0, 8 мм.
Алгоритъм за увеличаване на веригата на веригата
Веригите за електрически и верижни триони, особено с карбидни лепила, обикновено са заточени на специално проектирана машина за тази цел. Последният разполага с шлифовъчно колело и въртяща се маса, върху която е фиксиран такелажа.

Заточването на веригите със собствените си ръце изисква специална адаптация, която помага да се поддържат необходимите ъгли на рязане при тази операция. Също така ще трябва да подготвите две файлове: една с плосък профил, а другият с кръгла.

За да изострите триона, направете следното.
- Затегнете гумата на машината в закачалка.
- Първо, режещият ръб на зъбите се коригира. Поставете приставката на платформата, както е показано на снимката по-долу.
- Вземайки кръгъл файл, започнете да го движите напред с леки и плавни движения. Броят им трябва да е еднакъв за всички резци. По този начин изострете всички зъби на инструмента (един по един), след това завъртете шаблона и извършете същата операция за всеки втори режещ инструмент.
- След очертаване на режещите ръбове на резеца е необходимо да се използва малко, за да се ограничи дълбочината на рязане . Инсталирайте шаблона, както е показано на следващите снимки.


- Шаблонът има два отвора, близо до които са надписите "ТВЪРД" (твърдо) и "SOFT" (меко). Поставете шаблона върху запушалката с "HARD" дупка, ако искате да отрежете твърда дървесина. За рязане на меки материали ограничителят се ушива през отвора "SOFT".
- За да фиксирате стоп, се използва файл с плосък профил .


Важно! Дълбочинът не може да бъде ушит без шаблон. Над норма, подредената опора ще доведе до прекалено дълбоки в зъбите зъби, което ще увеличи натоварването на двигателя на уреда, ще увеличи вибрациите, ще намали точността на рязане и ще увеличи риска от връщане назад.