
- Технология и приложение на заваряване с аргон
- Елементи за сглобяване на самоизработена апаратура
- Алгоритъм за монтаж на заваръчната машина
- Конфигуриране на готовото оборудване
Помогнете на развитието на сайта, споделяйки статията с приятели!
Аргоновото заваряване е незаменим метод, чрез който е възможно да се създадат постоянни фуги от продукти от цветни метали, титан, неръждаема стомана и други сплави. В допълнение, този тип заваряване се характеризира с добро качество на шевовете и висока производителност. Разнообразните възможности за заваряване с аргон привличат местни занаятчии. Но това оборудване е с висока цена и за домашна употреба почти не се купува. Следователно, все повече и повече майстори започват да мислят за образуване на съвкупност от заваряване с аргон със собствените си ръце.
Технология и приложение на заваряване с аргон
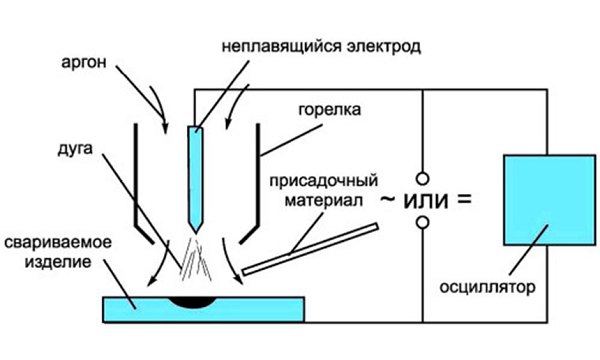
Аргоновото заваряване леко прилича на обикновената дъга, но за да предпази заваръчния басейн, той използва защитен газ - аргон. Този инертен газ има само няколко присъщи свойства.
- Тъй като аргонът е по-тежък от въздуха с 38%, той прониква добре в заваръчния басейн и го предпазва от газовете в атмосферата. Благодарение на това, заваръчният шев се получава без образуването на оксиден филм, което подобрява качеството на фугата .
- Аргонът присъства във въздуха, така че той е вторичен продукт, образуван в производството на кислород и азот от атмосферата, и е най- евтиният от защитните газове за заваряване.

Процесът на заваряване в аргон се осъществява съгласно следния принцип. Аргонът се подава буквално 1 секунда, преди дъгата да се запали. Заварчителят привежда електрода в подготвената за свързване част и натиска бутона за захранване. Но тъй като за запалването на дъга в защитна газова среда се изисква висока йонизация, тогава се използва осцилатор.
Осцилаторът е устройство, което произвежда високочестотни и високоволтови импулси, които могат да йонизират газа и да възпламенят дъгата между електрода и обработвания детайл.
След като дъгата се запали, пълнежът се подава ръчно или автоматично в кръстопътя на частите. Частите се заваряват чрез разтопяване на добавката, чийто метал попада върху разтопените ръбове на заготовките, които ще бъдат съединени.
Традиционно аргоновото заваряване означава свързване на метали с нетопичен волфрамов електрод, създаващ дъга и добавка под формата на метален прът или жица. Този тип заваряване има международното означение "TIG".
Аргоновото заваряване се използва в следните области.
- Изграждане на рамки. Заварите могат да издържат на постоянни товари.
- Докинг тръби от стоманени и цветни метали, включително тръби от различни сплави.
- Свързване на различни метали.
- Заплитане на всякакви метали помежду си: титан, мед, алуминий, неръждаема стомана, бронз, месинг, чугун и др. Това е особено важно за автомобилната индустрия.
- Производство на декоративни и бижутерски изделия.
Елементи за сглобяване на самоизработена апаратура
За да се сглоби оборудването за заваряване с аргон, ще са необходими следните елементи:
- DC или инверторни заваръчни машини;
- осцилатор;
- инверторна защита;
- горелка;
- балон с аргон;
- газов редуктор;
- газов маркуч;
- заваръчни кабели.
Източник на ток
Като източник на ток за WIG заваряване, можете да вземете конвенционален заваръчен трансформатор и при изхода му да адаптирате диодния мост, за да коригирате тока. Можете също да използвате заваръчен токоизправител . Но и за двата вида устройства ще трябва да добавите и осцилатор, който ще улесни запалването на дъгата.

В интернет можете да прочетете, че е най-лесно да направите аргон заваряване от инвертор. Но тук има няколко нюанса. Има инвертори, в които вече е вградена възможността за WIG заваряване. В този случай е достатъчно да свържете маркуч с горелка за заваряване с аргон към апарата, свържете маркуча с цилиндър с аргон и устройството е готово за работа. Но първо трябва да го включите в режим TIG и да зададете необходимия ток.
Трябва да се отбележи, че при такива инвертори осцилаторът и необходимата защита вече са вградени.
Инвертори без вградена функция за заваряване на TIG не могат да се използват за тази цел. Дори ако свържете външен осцилатор към него, инверторът просто ще изгори. За да предотвратите това, трябва да направите малка модификация на инвертора, която се състои в добавяне на защитна единица към неговата верига. Това устройство може да бъде сглобено заедно с осцилатора на една дъска и поставено в отделен корпус. Оказва се малък префикс към инвертора.
Осцилатор и защитен блок
Както вече бе споменато по-горе, за заваръчния инвертор ще се изисква специална приставка за заваряване с TIG. Можете да го направите сами със схемата, дадена по-долу.
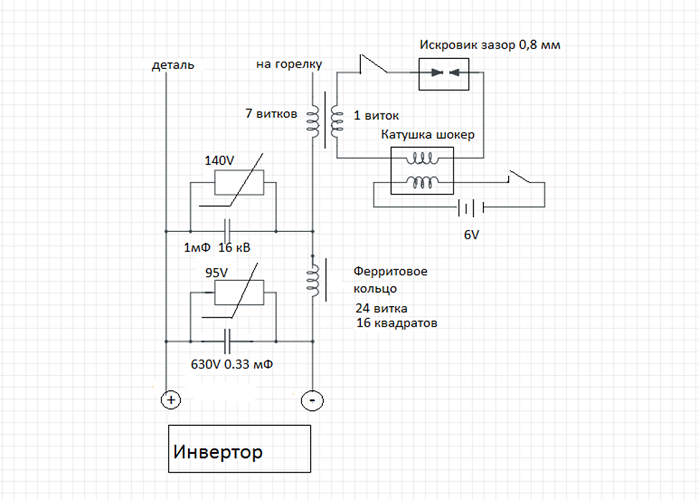
Тази схема включва защитен елемент (разположен отляво) и осцилатор. Последните могат да бъдат закупени в Китай или да бъдат събрани независимо. Тъй като горепосочената схема ще стане, можете да разберете, като гледате това видео.
горелка
За заваряване с аргон се използва специална горелка, състояща се от керамична дюза и държач на волфрамов електрод.

Също така на горелката има бутон за стартиране и клапан за подаване на газ. Горелката може да бъде сглобена от компоненти, които са достатъчни за китайски уеб сайтове или на едно и също място за закупуване на вече готови (сглобени).
Цилиндър с аргон
От съображения за безопасност всички газови бутилки са боядисани в различни цветове и боядисани върху тях с различни цветове. По-долу е даден чертеж, който показва всички видове газови бутилки със съответните им маркировки и цветове.
Както може да се види от фигурата, за аргон се използват цилиндри от черен цвят (с бяла лента) или сиви (със зелена ивица и надпис). За WIG заваряване се използва пречистен аргон. Следователно, ще трябва да купите балон в сиво със зелен надпис "Argon Clean".
Съвет! За професионална употреба се използват цилиндри с обем от около 50 литра, с високо тегло. Но за домашна употреба, ще е достатъчен 10-литров контейнер, който може да бъде преместен самостоятелно.
редуктор
Тъй като газът в цилиндъра е под високо налягане, е необходим редуктор за подаването му към горелката. Това устройство показва налягането в цилиндъра и ви позволява да регулирате скоростта на потока на газа през маркуча, водещ към горелката.

Редуктора трябва да бъде избран стриктно за определен газ, т.е. в този случай - за аргон. Обикновено устройството има същия цвят като газовия цилиндър.
Маркучи и заваръчни кабели
Ако събирате ръкава за заваряване с аргон, това ще се окаже дебело и лошо огъване, тъй като изисква поставяне на електрически кабел и газов маркуч. Освен това ще е необходимо отделно да се закупят съединители за свързване към горелката и към инвертора (ако се използва инвертор с възможност за заваряване с TIG). Готовият ръкав за заваряване с аргон може да бъде закупен на същото място като горелката.
Алгоритъм за монтаж на заваръчната машина
Сглобяването на оборудване за заваряване с аргон от инвертора е доста проста.
- Свържете защитния блок с осцилатора към инвертора, съгласно схемата, дадена по-горе.
- Заземителният кабел трябва да бъде свързан към терминала на осцилатора със знак "+". Кабелът, който минава към горелката, е свързан към терминала, означен с "-". За алуминиево заваряване кабелите са свързани обратно.
- Свържете горелката към маркуча с кабела и газовия маркуч.
- Завийте редуктора към балона с аргон.
- Газовият маркуч трябва да бъде свързан към редуктор, монтиран на цилиндър с аргон.
- Свържете инвертора към мрежата 220 V, а осцилаторът към захранването от 6 V.
След това, машината за заваряване TIG, сглобена от нашите собствени ръце, ще бъде готова за работа. Но трябва да бъде предварително конфигуриран правилно.
Конфигуриране на готовото оборудване
Самоинсталираната инсталация за заваряване с аргон изисква следните настройки.
- Насочете волфрамовия електрод върху острието, за да изглежда като игла. Това се прави така, че дъгата се концентрира върху края на иглата и не "ходи" в различни посоки.
- Вземете фенерчето и поставете в него волфрамов електрод. Диаметърът на електрода трябва да съответства на клемата, в която е закрепен.
- Отворете клапана на горелката и регулирайте необходимия дебит на аргон чрез редуктор (ще има достатъчно поток 12-15 l / min.). След това отново затворете вентила на горелката.
- Включете осцилатора и поставете горелката с електрода върху метала, към който е свързан заземяващият кабел.
- При натискане на бутона за захранване между метал и електрод на разстояние около 0, 5 мм трябва да се появи дъга.
- Включете захранването с газ и отново натиснете бутона. В този случай дъгата трябва да се запали на разстояние от 10 mm или повече.
След извършване на гореописаните прости настройки можем да кажем, че устройството с функцията TIG е напълно готово за работа.