
- Избор на режещи ленти за метал
- Избор на лента за лентови триони на дърво
- Заточване на лентови триони
Помогнете на развитието на сайта, споделяйки статията с приятели!
Банковите триони за дърво и метал се използват широко в производството и в домашни условия от майсторите на дома. Основният инструмент за рязане на тези агрегати е лентовият трион, който в крайна сметка се износва и се нуждае от заточване или замяна с нов. Трябва да сте наясно, че не само качеството на обработката на материала зависи от правилния избор на ножовката, но и от производителността на машината като цяло.
Избор на режещи ленти за метал
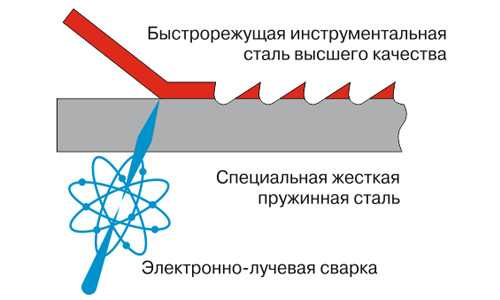
Режещото острие за този тип трион е колан с определен брой зъби, заварен под формата на пръстен . Основата на лентата е направена от пружинно-пружинна стомана, която има висока еластичност. Върху субстрата се заварява лента от високоскоростна стомана, върху която се смила зъбът.
Всяка лента видя за метал и не само има маркировка . Например, маркирането М42 20 х 0, 9 х 2362, 8 / 12TPI се дешифрира както следва:
- M42 - материалът, от който са направени зъбите на лентата;
- 20 - тази стойност показва ширината на лентата, мм;
- 0, 9 - дебелина на инструмента, mm;
- 2362 - дължина на обиколката на лентата на трион, mm;
- 8 / 12TPI - стъпка на зъб върху лентата на триона, на инч.
Резачите могат да бъдат направени от други материали, например от M51, PQ, TSX и други. M42 се характеризира с висока устойчивост на абразия и има твърдост на ръбовете на резеца 67-68 HRC. Следователно, триони, изработени от този материал, могат да се използват за рязане на стомана с твърдост не повече от 45 HRC. Трионите с ножове, изработени от М51, са по-устойчиви на износване, отколкото споменахме по-горе. Твърдостта на ръбовете на ножовете в тези триони е вече 68 HRC, така че този инструмент отрязва неръждаеми стомани, както и стомана, характеризираща се с висока якост и топлоустойчивост. В допълнение, материалът на трион M 51 ви позволява да отрежете дебели стоманени заготовки, т.е. части с голямо напречно сечение.
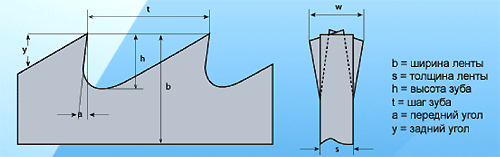
Когато избирате лентов трион, трябва да обърнете специално внимание не само на материала, от който са направени резците, но и на терена, както и на геометрията.
Стъпка на зъбите
Това е разстоянието между краищата на два съседни резача.
Голямата стъпка втвърдява двигателя на устройството и дава лошо качество. Една малка стъпка от резците води до по-продължително рязане, увеличава потреблението на енергия, но дава чист рязане с гладка повърхност.
За рязане на листов материал, тръби (тънкостенни) и профили, изберете мрежа, която има минимална стъпка между режещите елементи (1 инч). Но ако искате да отрежете голямо парче твърд метал, трябва да поставите острието с най-големите стъпални ножове. Колкото по-малки зъби (на инч) ще имат такелаж, толкова по-дълбоко ще се образува жлебът. Поради това, рязането на рязане е по-малко запушено с чипове. Също така, голямата стъпка на зъбите върху инструментите увеличава производителността на машината.
Височина на зъба
Височината на инструмента е разстоянието от долната точка на кухината между зъбите до горната част на режещия елемент. Поради наличието на кухина, шаблоните, образувани по време на металното рязане, се отстраняват . Височината на зъба трябва да е достатъчна, така че кухината да не е запушена с чипове, а процесът на рязане се извършва без затруднения. В допълнение, недостатъчната височина на зъбите причинява прегряване на листа, така че на него да могат да се появят микрокрикове.
Предни ъгъл на зъба
Предният ъгъл или ъгълът на смилане са отговорни за степента на захващане на лентата за материала на детайла. Големият ъгъл на заточване не позволява постигането на висока точност при рязане на метал. В същото време, малък ъгъл позволява да се осигури добро качество на рязане, но в същото време производителността на инструмента намалява.
Избор на лента за лентови триони на дърво
Преди всичко, за да изберете правилния нож за лентовия трион, трябва да погледнете инструкциите към вашата машина . Той ще покаже всички параметри на лентовите триони, които могат да бъдат инсталирани на този модел оборудване (максимална и минимална ширина на лентата, както и нейната дължина). Дължината на тъканта трябва да бъде точно както е посочено в паспорта на устройството.
Ширина на инструменталната екипировка
Широчината на касетата се избира въз основа на операциите, които ще се извършват на машината. Освен това широчината на колана е ограничена не само от ширината на шайбата, но и от нейния диаметър. С малък диаметър на шайбата широкият колан, инсталиран върху него, ще се срути и в крайна сметка ще се спука. Поради това за всяка единица има ограничения по ширината на инструмента.
За прави рязане обикновено се използват триони с широчина от 20 до 30 мм. Разбира се, на кръгова машина, извършването на надлъжно рязане може да бъде по-бързо и по-точно. Но върху нея има ограничение на височината, която не е по-голяма от 80 мм. На лентови триони е възможно да се обработват заготовки с височина до 200 mm или повече.
Но основната задача на лентовите единици е фигурно изрязване . Най-малкият инструмент, който може да бъде инсталиран на лентов трион, е колан с широчина 3 мм. Тя разрязва кръг със същия радиус.
Колкото по-голяма е широчината на лентата, толкова по-голям е минималният радиус, който може да бъде изрязан с нея. Например лента с ширина 12 мм, радиус по-малък от 60 мм, няма да работи. И за широк 25 мм колан, минималният радиус ще бъде около 100 мм.
Средно ширината на лентата трябва да бъде три пъти по-малка от необходимия радиус на рязане върху детайла. Следователно такелажът е избран в съответствие с задачите.
Стъпка на зъбите
Показва номер, показващ броя резици на инч. Цифровата стойност на стъпката се поставя преди съкращението TPI . Когато избирате стъпка, трябва да имате предвид:
- каква е дебелината на празната проба;
- каква твърдост има материалът на детайла;
- който се изисква за постигане на чистота на ръба на частта след рязането.
За ефективно рязане на пластмаса и нарязано дърво лентата трябва да има поне три резци на инч. Колкото повече резци ще бъде на един инч, толкова по-качествен ще бъде изрезката. Но в същото време скоростта на подаване ще намалее и граничната стойност на дебелината на обработвания детайл ще намалее.
По терена на зъбите платната се различават в два типа: "прескачане" и "редовно". Типът платно "пропуснете" има стъпка от 3 до 6 TPI. Между зъбите има място за ефективно отстраняване на стърготините, тъй като тяхното лошо отстраняване намалява качеството на рязането. Видът "редовно" платно има зъби, които приличат на триъгълник във форма. Те се поставят на платформата на стъпки от 10 TPI и по-нагоре. Този вид зъби няма достатъчно място за бързо отстраняване на чипа. Благодарение на по-големия брой режещи елементи това острие е чисто. Такелажа може да се използва за рязане на заготовки с малка дебелина и от твърди материали.
Съвет! При рязане на твърди детайли, подаването трябва да бъде намалено.Тези видове тъкани имат следните характеристики.
- 3 TPI "пропуснете". Платното се използва за грубо рязане на дървесина с голяма дебелина . Такелажът произвежда трион по протежение на влакната. За леко подобрение на качеството на рязането можете максимално да издърпате лентата на машината и да намалите скоростта на подаване.

- 4 TPI "пропуснете". Това е универсално оборудване за рязане по влакната. Този вид платно може да видите повечето видове дървесина, включително и заготовки с много възли. Ако е добре да дърпате триона и да намалите подаването, качеството на среза ще бъде близо до финала.

- 6 TPI "пропуснете". Това оборудване е с общо предназначение . Трионите се срязват до дебелина до 50 мм (по дължината на влакната) и дърво по влакната до дебелина до 150 мм. Тези цифри са показани за трионни материали с нормално подаване към триона. Ако захранването е понижено, възможно е да се обработват части и по-голяма дебелина. Този трион осигурява чисто качество на рязане и е подходящ за почти всички видове дървесина.

- 10 TPI "редовно". Платовете се използват за рязане на листови материали (ПДЧ, шперплат, MDF и др.), За рязане на цветни метали и пластмаси. Но когато обработвате метални заготовки, трябва да намалите скоростта на инструмента. Не всички машини имат такава възможност.

- 14 TPI "редовно". Виждате шперплат, MDF, ПДЧ и пластмаса. Що се отнася до естественото дърво, неговата дебелина не трябва да бъде повече от 25 мм. Най-чистият рязане с тази кърпа се получава при минималната скорост на подаване . Също така, този инструмент може да изреже меки метали на лента с ниска скорост.

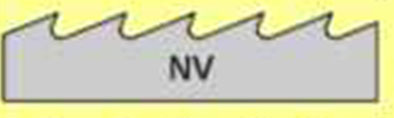
Форма на формата
Коланите на коланите могат да имат следните профили на зъбите.
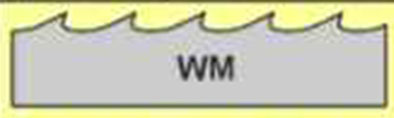
- WM. Инструментът, който има този профил на ножовете, е предназначен за рязане на меки и твърди дървесни видове и е универсален . Профилът се използва за триони с широчина не повече от 50 мм.
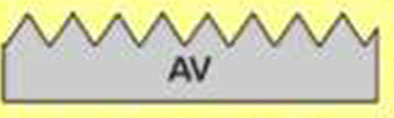
- AV. Профилът на зъбите може да се справи с масивна дървесина, включително замразен дървен материал . Също така такива триони могат да се използват за кръстосано нарязване на материала.
- NV. Използва се върху ленти с ширина до 30 мм, които могат да се използват за фигурно рязане на всякакъв вид дърво.
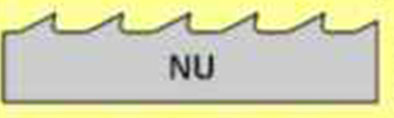
- НУ. Профилът има голяма кухина. Използва се за рязане на иглолистна дървесина.
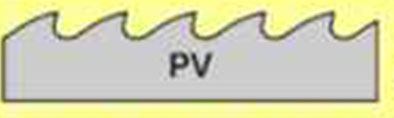
- PV. Този профил се използва върху инструмент с широчина повече от 50 мм. Благодарение на PV профил, триони имат добра стабилност при рязане на иглолистна дървесина.
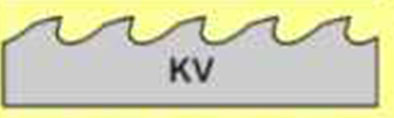
- КВ. Използва се върху широки ленти (до 80 мм) за рязане на иглолистна дървесина.
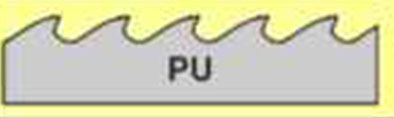
- PU. Прилага се за рязане на твърдо дърво върху ленти с ширина над 80 мм.
Оформяне на зъбите
Зъбите на триона се отглеждат, за да се намали триенето на острието спрямо обработвания детайл и да се предотврати заглушаване. Ширината на рязането трябва да надвишава дебелината на инструмента с около 30-60%.
Нарязването на резеца може да бъде от три вида.
- Класически кабели . Зъбите на триона се огъват в различни посоки последователно и на същото разстояние.
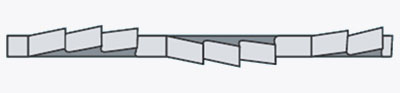
- Отстраняване на окабеляването.
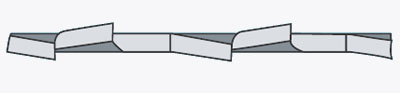
След всеки два зъба, следващият (трети) не се огъва и има формата на трапец. Режещият инструмент е в центъра на инструмента и определя посоката на целия лентов трион. Това окабеляване се използва за триони, работещи на твърди материали.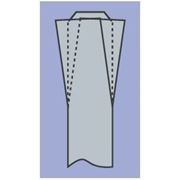
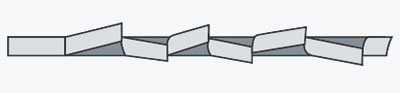
- Вълнообразното окабеляване се смята за най-трудно. Резитките се огъват под формата на вълна в различни посоки.
Важно е да знаете, че когато се прави окабеляване на зъбите, не целият нож е огънат, но неговата част: от 1/3 до 2/3 от разстоянието от върха на зъба. Всеки производител на инструменти препоръчва свое собствено отклонение на зъбите. Но средно е в диапазона от 0, 3 до 0, 7 мм.
Колкото по-мек е материалът, толкова по-силен е трионът и обратното. Но не трябва да разрешавате такава насока на резеца, така че в центъра на среза да не са изрязани области. Необходимо е да се опита, че зъбите се отклоняват отстрани до същото разстояние . Ако окабеляването е неравномерно, лентовият трион ще се придвижи към страната, където зъбите имат по-силен наклон.
Заточване на лентови триони
Разбира се, по-добре е да наточвате лентов трион на специална машина, в специализирани работилници. И професионалното заточване на триона е евтино. Но ако по някаква причина нямате възможност да включите трион за заточване, тогава можете сами да направите правилния инструмент.
Заточването на лентовия трион се осъществява с малка или горна част на предния и задния ръб на режещия инструмент с няколко движения (3-4) за всеки зъб.

Също така лентовият трион може да бъде заострен с гравьор, като се използва инструмент, предназначен за заточване на верижни триони.


Инструментът се вкарва в гравьора и заточването на резците се извършва чрез точни движения по горната част на режещия инструмент.

Силно премахване на метала не е необходимо, това е достатъчно, просто да го облекчи.
Съвет! Докато работите с инструмента, не позволявайте на ножа да се плъзне от горната част на зъба към следващия. Така че ще го съкратите, след което ще трябва да настроите всички зъби на височина.Можете също така да опитате да изострите и да видите метала . Обикновено те не се реорганизират, тъй като режещата част на тези ленти е биметална или има втвърдяваща зона. Зъбите на тези ленти работят, докато се разпаднат и могат да имат микроструктури. Ако ги смилате, те ще започнат да се разпадат по-бързо или те ще се счупят още по-зле.