

- Инсталиране и свързване на модула
- Свързване на заваръчни кабели
- Настройка на машината
- Мерки за безопасност при работа
- Избор на полярност
- Избор на заваръчен ток
- Какво е заваръчна вана
- Инверторен процес на заваряване
- Какво е дъгова междина
- Заваряване на тънък метал
- Какво трябва да знаят начинаещите заварчици
Помогнете на развитието на сайта, споделяйки статията с приятели!
Заваръчното оборудване днес е представено от много разновидности. Но инверторните устройства са получили най-голяма популярност сред домашните майстори поради своята компактност и гъвкавост. Заваръчният инвертор е оборудване, което позволява на капитана да извършва различни видове заваръчни работи. Но за да ги провеждате ефективно, не е достатъчно да имате скъп агрегат, трябва също да се научите как да използвате машина за заваряване.
Инсталиране и свързване на модула
За да използвате инвертора ефективно и безопасно, на първо място е необходимо правилно да го подготвите за работа. Този процес се извършва на няколко етапа. Първата задача е да инсталирате и свържете устройството. Инсталирането на инвертора трябва да следва определени правила:
- моделът трябва да бъде поставен така, че да е на поне 2 м от стени или други предмети;
- устройството трябва да бъде заземено;
- мястото за заваряване трябва да бъде избрано така, че да е далеч от запалими предмети;
- препоръчително е да се готви на свободна платформа или на метална маса.
Можете да свържете инвертора както към битова мрежа (220 V), така и към мрежа с напрежение 380 V, която обикновено се използва в производството. Ако е предвидено уредът да се използва далеч от електрически мрежи, тогава той може да бъде свързан към генератор, дизелов или бензинов.
Захранване
Свързването на машина за заваряване към домашен електрически контакт често създава проблеми. Причината за възникването им може да бъде старо окабеляване или недостатъчен диаметър на проводниците му. Обикновено окабеляването е проектирано за ток до 16 A.И тъй като всички включени уреди в къщата могат да надвишат тази стойност, за целите на сигурността се монтират автоматични превключватели (автоматични устройства). Ето защо при свързване е необходимо да знаете мощността на заваръчната машина, за да не задейства машината.

Свързване на инвертора към битова мрежа
Трябва също да обърнете внимание на намаляването на мрежата. Ако при включване на инвертора забележите намаляване на напрежението в мрежата, това означава недостатъчно напречно сечение на проводниците. В този случай е необходимо да се измери до какви стойности пада напрежението. Ако падне до стойности под минималните, с които инверторът може да работи (посочени в инструкциите), тогава не можете да свържете устройството към такава мрежа.
Използване на удължителен кабел
Мрежовият кабел, свързан към инвертора, отговаря на всички изисквания за захранване и не създава проблеми при свързването. Но ако дължината му не е достатъчна, тогава трябва да изберете удължител с напречно сечение на проводника най-малко 2,5 mm2 и дължина не повече от 20 метра.Такива параметри на удължителния кабел ще бъдат достатъчни, за да може инверторът да работи с ток до 150 A.
Трябва да запомните, че когато свързвате устройството към мрежата чрез носене, останалата част от него не трябва да се държи навита, защото когато устройството е включено, то ще се превърне в индуктор. В резултат на това проводниците ще прегреят и удължителният кабел ще се повреди.

Свързване към генератор
В случаите, когато не е възможно да свържете устройството към електрическата мрежа, можете да го свържете към генератор, който работи или на бензин, или на дизелово гориво. Най-широко използвани са бензиновите електроцентрали. Но не всички от тях са подходящи за свързване на заваръчни машини. За да работи ефективно инвертора, генераторът трябва да има мощност поне 5 киловата и да произвежда стабилно изходно напрежение. Колебанията в мощността могат да повредят заварчика.
Трябва също така да имате предвид с какъв диаметър на електрода ще работите. Например, ако електродът има диаметър 3 mm, тогава ще е необходим работен ток от около 120 A с напрежение на дъгата 40 V. Ако изчислим мощността на заваръчния инвертор (120 x 40 \u003d 4800), получаваме стойност от 4,8 kW. Тъй като това ще бъде входящата мощност, електроцентрала, способна да достави само 5 kW, ще работи на своя лимит, което значително ще намали нейния експлоатационен живот. Следователно, генераторът трябва да бъде избран с известна мощност, приблизително 20-30% по-висока от тази, консумирана от инвертора.

Свързване на заваръчни кабели
На предния панел на инвертора има 2 клеми, до които има маркировки под формата на знаци “+” и “-”. Към тези клеми са свързани заваръчни кабели, единият от които има метална скоба (щипка) в края, а вторият има държач за електрод.Всеки кабел може да бъде свързан към двата терминала в зависимост от метода на заваряване, който ще бъде разгледан по-късно. След свързване на кабелите към машината, един от тях, с щипка, се свързва към масата за заваряване или към детайла.
В някои случаи стандартната дължина на кабела може да не е достатъчна, например при работа на височина. В такива ситуации възниква въпросът: може ли да се удължи заваръчният кабел? Професионалистите не съветват да правите това, особено когато става въпрос за инверторно устройство. Този факт може да се обясни с факта, че всеки кабел има определени характеристики на съпротивление. Следователно "изтичането" на напрежение и ток по цялата му дължина е неизбежно. Следователно, колкото по-голяма е дължината на кабела, толкова повече пада напрежението.
Ако се опитате да компенсирате загубата на напрежение и ток чрез добавяне на стойностите на панела на модула, тогава тази мярка най-вероятно ще деактивира електрониката на инвертора. Оказва се, че е по-лесно да приближите машината до работното място на заварчика, отколкото да похарчите значителна сума за ремонт на устройството след удължаване на кабелите.

Настройка на машината
Качеството на заваръчните работи зависи от това дали заваръчният инвертор е настроен правилно, особено що се отнася до правилния избор на електроди. Също така трябва да се има предвид:
- дълбочина на заваряване;
- местоположение на шева в пространството (вертикално или хоризонтално);
- марка или тип метал за заваряване;
- дебелина на метала и др.
Трябва да знаете, че за всеки тип метал се произвеждат съответните електроди. Електроди с диаметър до 5 mm могат да се използват с инвертори. Но за всяка дебелина на инструмента е необходимо да изберете подходящата сила на заваръчния ток. За да настроите правилно машината за заваряване, можете да използвате таблицата по-долу.
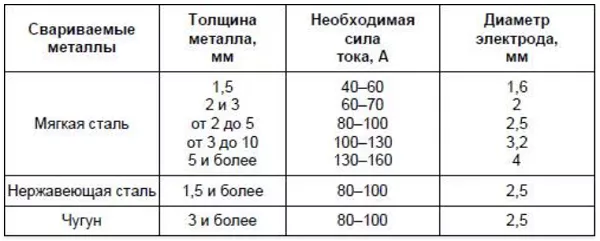
Например, ако трябва да заварявате мека стомана с дебелина 5 mm с инвертор, тогава трябва да изберете електрод 3 mm и да настроите тока на машината на 100 A. След пробно заваряване токът може да бъде коригирани, т.е. намаляват или увеличават.
Мерки за безопасност при работа
Установените правила за безопасност може да се каже, че са написани с „кръвта“ на жертвите и затова е строго забранено пренебрегването им. От тяхното спазване зависи здравето и животът не само на оператора на заваръчно оборудване, но и на хората около него. И така, правилата за сигурност включват следното.
- Преди да започнете работа, проверете целостта на изолацията на всички проводници и кабели, свързани към устройството. Също така е необходимо да се провери изправността на оборудването, а именно да се уверите, че напрежението на отворена верига е нула. В този случай системата трябва да е в изправност, изключвайки напрежението на електрода, когато устройството не работи.
- Преди да свържете оборудването, проверете електрическата мрежа под товар (измерете диапазона на разтоварване).
- За да защитите ретината от ултравиолетовото лъчение, което се получава при изгаряне на заваръчната дъга, е необходимо да използвате защитна маска (щит) или специални очила. Не толкова отдавна се появиха маски за заваряване и очила с очила „хамелеон“, които автоматично потъмняват, когато ярка радиация ги удари. Очила или маска трябва да се носят не само от заварчика, но и от неговия помощник.

- Ако заваръчните работи се извършват на закрито, тогава за защита на дихателната система и предотвратяване на отравяне с вредни газове се използват респиратори със сменяеми патрони или маски, през които принудително се подава пречистен въздух.
- За защита на ръцете от метални пръски се използват специални ръкавици - клинове за заварчици.

- За защита на тялото се използват гащеризони, якета и панталони от огнеупорен плат.
- За да защитите краката си, трябва да носите високи ботуши, за да предотвратите попадането на метални искри в тях. Ботушите трябва да бъдат покрити отгоре с панталони.

- Работното място трябва да е добре осветено.
- Трябва да има гумена постелка или дървен под под краката на заварчика, за да се предпази човек от токов удар.
- На работното място не трябва да има чужди предмети, в които можете да се спънете.
- Близо до работното място трябва да има пясък и пожарогасител, за да се потуши пожарът своевременно.
- Заземяването на заваръчната машина е задължително.
Ако правилата за безопасност вече са проучени, тогава можете да започнете да се запознавате с това как да работите с електрическо заваряване.
Избор на полярност
Не е тайна, че процесът на топене на метала се дължи на високата температура на електрическата дъга, която възниква между заварявания материал и електрода. В този случай кабелът с държача за електрода и масовият кабел (с щипка) се свързват към различни клеми на устройството. За да свържете правилно кабелите, трябва да разберете кога са обърнати.
При заваряване с инверторен или друг заваръчен апарат се използва директен и обратен поляритет на свързващите кабели към апарата. Директната полярност обикновено се нарича връзка, когато кабелът с електрода е свързан към минуса, а металът, който се заварява, към плюса.
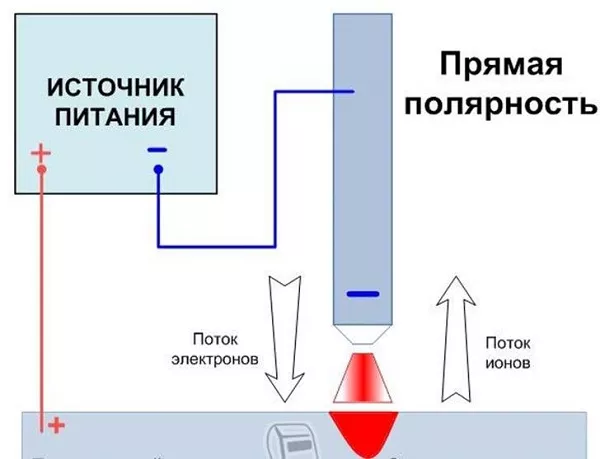
Този метод на свързване позволява на метала да се затопли добре, което прави шева дълбок и висококачествен. Методът на директната полярност се използва при заваряване на дебели метални изделия.
Обратният поляритет означава свързване на електродния кабел към плюса, а заземителния кабел към минуса.

С тази връзка металът се затопля по-малко и шевът става по-широк. Обърнатият поляритет обикновено се използва при заваряване на тънки метални изделия, за да се изключи изгарянето на детайла.
Избор на заваръчен ток
Заваръчният ток се избира според дебелината на заварявания метал и диаметъра на пълнителя. За по-лесно изчисление можете да използвате таблицата, която беше дадена по-горе, в раздела, който говори за настройка на устройството. Също така, когато избирате оптималната сила на тока, трябва да запомните правилото: колкото по-висока е силата на тока, толкова по-дълбок е шевът и толкова по-бързо може да се движи електродът. Следователно е необходимо да се постигне идеалното съотношение на скоростта на движение на добавката и силата на тока, така че шевът да има необходимата изпъкналост и дълбочина, достатъчни за добро заваряване на ръбовете на частите.
съвет! След свързване на нови кабели към машината, които не надвишават препоръчителната дължина, е необходимо да се измери заваръчният ток, за да се установи неговата стойност и да се коригира, ако е необходимо.Какво е заваръчна вана
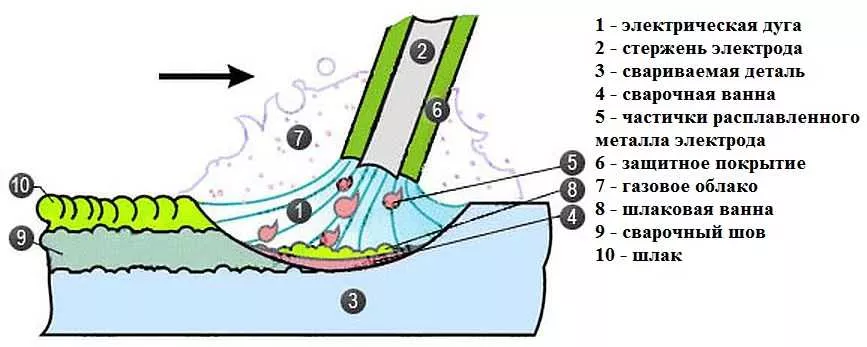
Заваръчният шев е съединение, което се образува, когато метал се нагрее до разтопено състояние. Процесът на заваряване се извършва с помощта на електрод, който се състои от две части.
- Ядрото, представляващо металния прът.
- Специално покритие, което предотвратява навлизането на кислород в заваръчната вана. Всички електроди са изработени от метали с висока електропроводимост. Това е необходимо, за да може електрическият ток да бъде насочен точно към мястото на заварения шев.
Въпреки че процесът на електрическо заваряване е доста сложен, най-общо той може да бъде представен по следния начин.
- Електродът влиза в контакт с повърхността за заваряване;
- Под въздействието на високи температури, покритието на пръта започва да се топи.
- Този процес е придружен от отделяне на газ, което ограничава навлизането на кислород в заварената зона;
- Стопеното покритие остава върху повърхността на фугата и я предпазва от проникване на кислород след приключване на работата. Такъв разтопен слой се нарича шлака.
Само по себе си заваряването на метал е много сложен процес. При извършване е необходимо да знаете много тънкости. Качеството на шева зависи от редица фактори. Един от тях - и двете части, които ще бъдат заварени, трябва да бъдат равномерно нагрети до еднаква температура. Отлагането на метал трябва да се извърши така, че зърното да се топи равномерно в различни посоки. Освен това е необходимо да се вземе предвид фактът, че електродът се топи по време на заваряване и дъгата постоянно се движи към шева. Затова трябва постоянно да го доближавате леко до детайлите. Изпълнението на широк шев също има свои специфични особености. За да направите това, трябва да се научите как да заварявате в кръг или зигзаг.
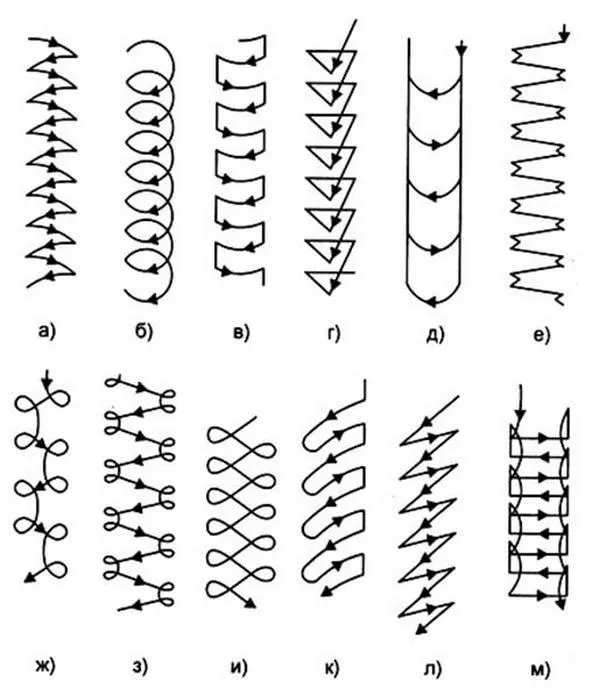
Опции за преместване на електрода по време на заваряване
Инверторен процес на заваряване
Преди да започнете заваряването е необходимо да подготвите частите. Те трябва да бъдат добре почистени от боя, мръсотия и ръжда. След това петна от мазнина или боя трябва да се отстранят от краищата с разтворител.
Преди да започнете заваряването е необходимо да регулирате силата на тока. Можете да опитате пробна заварка. Ако ролката се окаже размазана, тогава силата на тока трябва да се увеличи. Когато ролката стане толкова голяма, че става трудно да се движи електрическият държач, токът намалява.
Ако за заваряване се използват стари електроди, те трябва да бъдат изсушени преди започване на работа. Те трябва да се държат няколко часа при температура около 2000 градуса. Можете да използвате специални печки за това.
Можете да стартирате дъгата по следните начини:
- използване на метод, подобен на запалване на кибрит;
- ударете края на електрода върху метала, който заварявате няколко пъти.

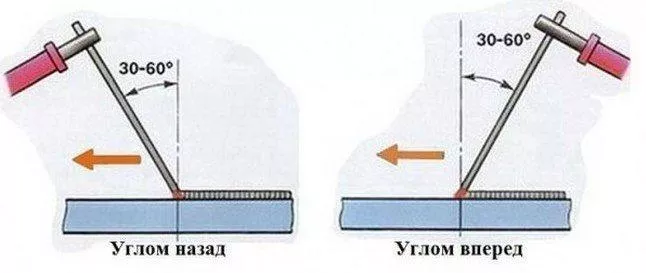
За тези, които тепърва започват да готвят, можете първо да начертаете линия върху метала и след това да нарисувате шев по нея. Просто го направете видимо. След това можете да запалите дъгата и да приведете електрода до началото на предвидения шев. Тук металът започва да се топи и се покрива с шлака. Ето как изглежда заваръчната вана, която трябва да се движи по маркировките на шева. Това трябва да се направи под определен ъгъл. Има две разлики при воденето на шева под ъгъл: напред или назад. Първият метод е идеален за тънки метали, тъй като позволява заваряване с най-ниска топлина. За дебели метали се използва вторият метод.
Какво е дъгова междина
Междината на дъгата е известна още като дължина на дъгата. Това е името на празнината, която се получава между материала за заваряване и електрода. Опитните заварчици твърдят, че за да се получи висококачествен шев, е необходимо постоянно да се поддържа тази празнина на постоянно ниво. Има три вида дъги.
- Къса дъга. Дъгова междина от 1 mm, в която металът се нагрява в малка площ. Поради това заваръчният шев става изпъкнал. Поради това на кръстовището на шева и продукта може да се образува дефект, известен като подрязване. Това е плитка бразда, минаваща по протежение на самия шев. Подрязването има отрицателен ефект върху качеството и здравината на шева.
- Дълга дъга. Той е много нестабилен и слабо защитен от излагане на въздух. Дългата дъга не загрява метала достатъчно добре, което води до не твърде дълбок шев.
- Нормална дъга. Ако по време на заваряване се осигури нормална празнина, тогава се получава висококачествен, добре заварен шев. Празнина от 2-3 mm се счита за нормална дъгова междина.

Заваряване на тънък метал
В частна къща или селска къща обикновено се заваряват тънки елементи. Трябва да вършите работата внимателно, защото с недостатъчен опит лесно можете да изгорите метала. Ето защо е по-добре да практикувате върху продукти с по-голяма дебелина преди отговорно заваряване. След това можете да опитате да готвите тънък метал. В този случай трябва да се ръководите от следните съвети.
- Когато заварявате продукти, е необходимо да зададете минималния препоръчителен ток.
- Трябва да готвите под ъгъл напред.
- Трябва да работите върху обратната полярност.
- За да намалите деформацията на частите при нагряване, се препоръчва да ги фиксирате с менгеме или скоби.
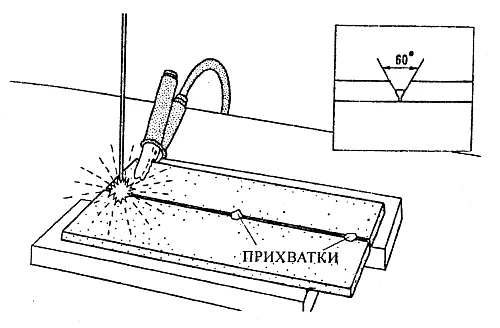
- Ако елементите, по-дълги от 50 mm, се съединяват, първо трябва да направите захващания.
Какво трябва да знаят начинаещите заварчици
Ако на практика няма опит в заваряването, но трябва да свършите работата, тогава трябва да запомните следните нюанси.
- Шевът ще се окаже висококачествен, добре заварен и върху метала няма да се появят изгаряния, ако постоянно го наблюдавате. Поради това се препоръчва предварително да подредите частите за заваряване, така че да е удобно да наблюдавате напредъка на заваряването.
- Най-лесният вариант е да заварявате в долна позиция. По-добре е начинаещите заварчици да започнат с него. След това можете да преминете към пръстеновидните фуги, а след тях и към вертикалните. Последните са най-трудни за изпълнение.
- За удобство е по-добре да направите фуги с припокриване. Ако заварявате челно в челно, тогава можете случайно да заварявате към масата, върху която лежат елементите.
- Ако се появят дефекти по време на работа, те трябва да бъдат отстранени. За да направите това, проблемната зона се изварява допълнително или първо се избира с помощта на мелница, след което се заварява отново.
- Ако трябва да заварявате дебели части, тогава за пълно проникване по ръбовете е необходимо да направите фаски. Разстоянието между ръбовете зависи от дебелината на елементите, но не трябва да бъде по-малко от 0,5 mm.